解決方案
1 站式
廠內自製生產
專業實力
38+
年產業經驗
準時交貨
99%
穩定交貨率
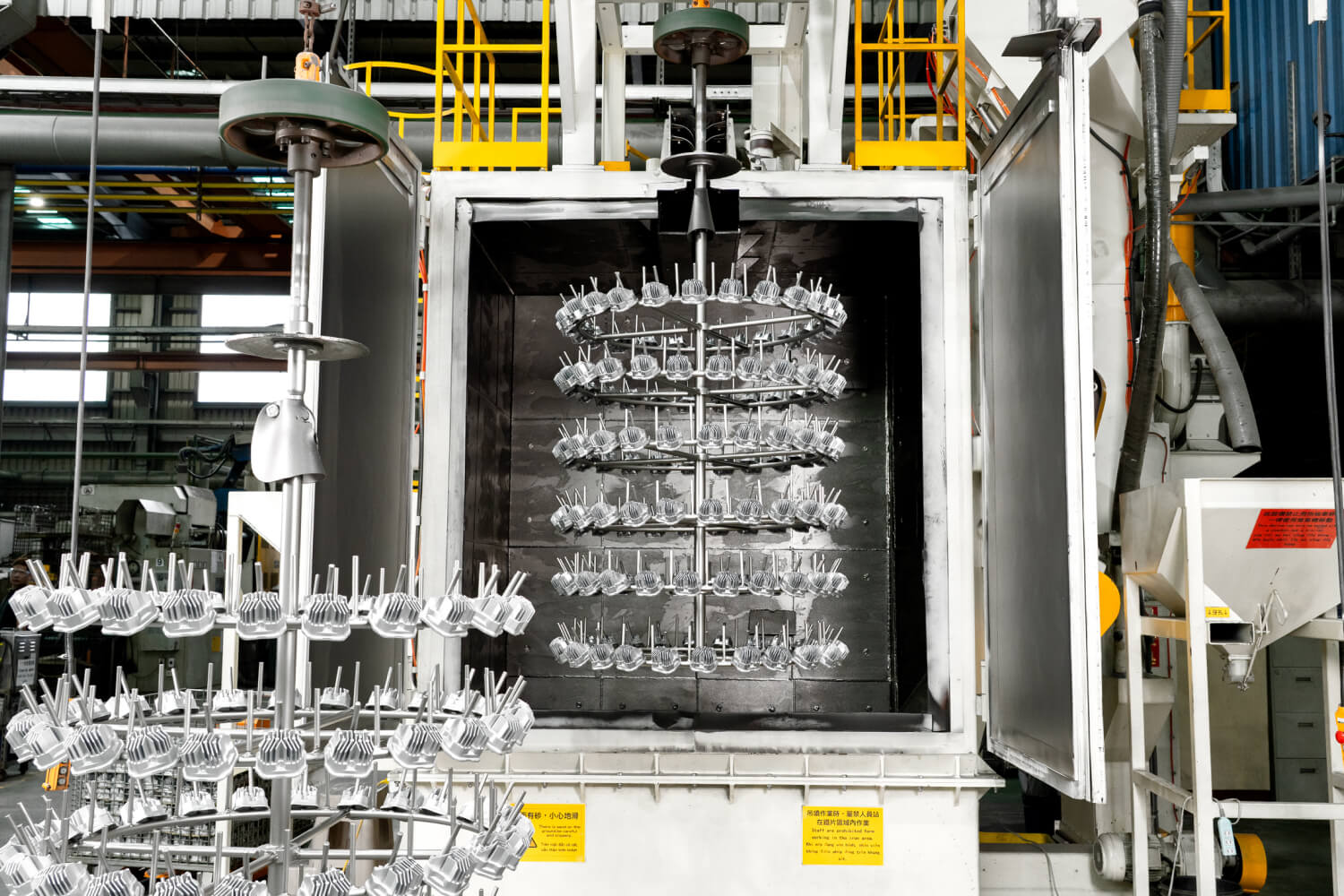
壓鑄零件拋光與噴砂處理
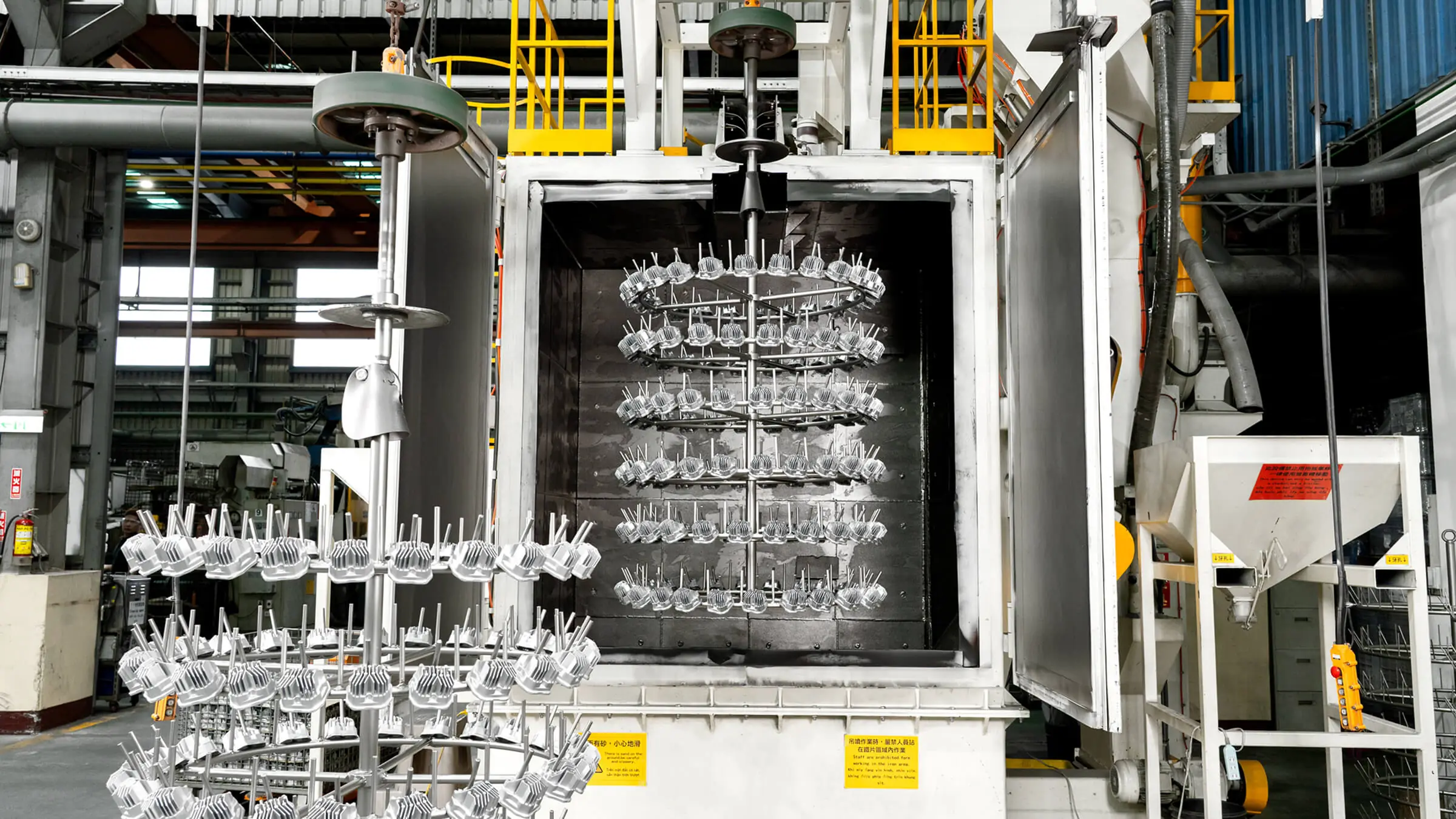
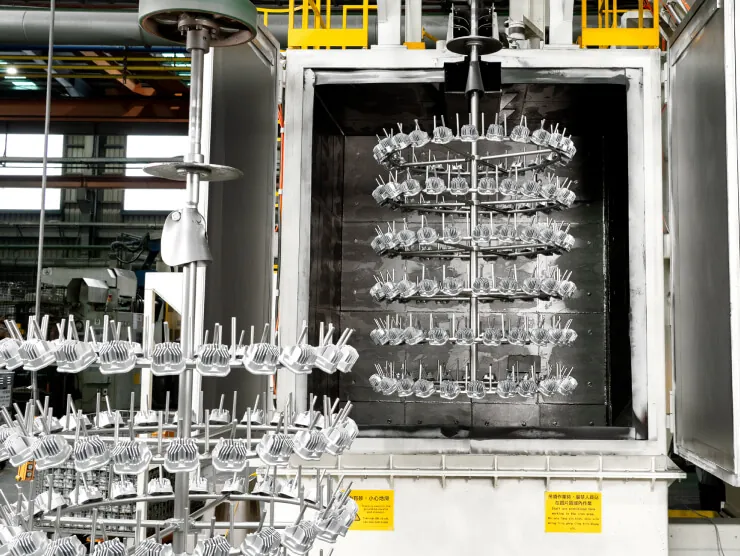
晟懿工業(Joincast)生產部門配備 8 台機械拋光機與 3 套噴砂系統,涵蓋掛架式、滾筒式及震動滾桶式等類型,全面滿足您的各類表面後加工需求。所有表面前處理作業均在廠內自行完成,作為我們垂直整合生產設施的一部分,讓您無需擔心外包商延誤的問題。
零件從壓鑄區直接移送至緊鄰的後加工區,全程無需離廠。這種順暢的製程流動方式有效縮短交期、維持一致的品質水準,並確保每批次生產均可完整追溯。
我們依據零件幾何形狀與組裝需求,與您共同確認最適合的後加工方式。掛架式噴砂適用於大型零件或大批量零件加工;滾筒式噴砂可高效處理大量小型零件;震動滾桶式拋光則提供較溫和的去毛邊與邊緣修整處理,適用於進入自動化 CNC 加工或表面塗裝前的前處理工序。
8 台
拋光機
3 種
噴砂方式
最佳化
後加工方式選擇

我如何知道零件需要研磨、噴砂,還是兩者都需要?
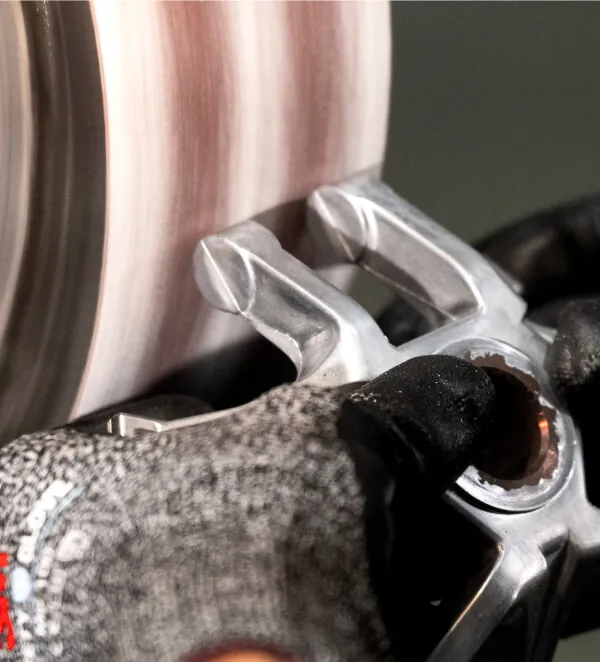
噴砂可去除表面氧化層,為粉體塗裝或陽極處理提供均勻的霧面前處理;拋光則為外觀零件或需要低摩擦係數的應用創造光滑的鏡面效果。
預計進行表面塗裝的零件通常只需噴砂處理,而面向終端消費者的產品,如船舶五金或氣動工具殼體往往需要在塗裝前先進行拋光,以呈現高品質的外觀效果。
掛架式、滾筒式與震動滾桶式噴砂方式有何差異?
掛架式噴砂將零件單獨懸掛,可進行受控的定向噴射,適用於需要特定噴射角度的大型或複雜幾何形狀零件。滾筒式噴砂將大量小型零件一起滾動處理,適合高效率的批量加工。
震動研磨可對精細特徵或需要去毛邊的薄壁鑄件進行圓角處理。
拋光能否去除壓鑄件的孔隙或表面缺陷?
拋光可去除輕微的表面瑕疵並改善表面紋理,但無法消除表面下的孔隙或深層缺陷。若您的應用需要 A 級外觀面,請在報價階段提出說明,以便我們的模具工程團隊優化澆口位置與排氣設計,將關鍵區域的表面缺陷降至最低。
過度拋光以去除缺陷可能導致尺寸不一致的問題。
廠內自製拋光與噴砂如何縮短我的交期?
零件從我們的 12 台壓鑄機直接移送至 9,900 m² 台灣廠區內的後加工區,無需對外運送。
這省去了拋光委外時典型的 3-5 天協調延誤,並避免供應商之間的品質管控落差。零件可從壓鑄、表面前處理到塗裝,以連續不間斷的工作流程完成。
拋光與噴砂可達到什麼樣的表面粗糙度(Ra)?
噴砂通常可達 Ra 1.6-3.2 μm,視噴砂介質尺寸與噴射強度而定,能為粉體塗裝附著提供理想的表面錨紋。機械拋光可達 Ra 0.4-0.8 μm 的光滑表面。
我們以 2 台專用表面粗糙度量測儀在零件進入塗裝工序前進行驗證。
噴砂處理是否會損傷鑄件上的薄壁區域或精細特徵?
我們的團隊根據壁厚與特徵幾何形狀選擇適合的噴砂介質尺寸與噴射強度。壁厚低於 2mm 的薄壁區域採用震動滾桶式拋光處理,而非強力的掛架式噴砂。
晟懿的拋光與噴砂設備可處理的最大零件尺寸為何?
我們的掛架式噴砂機可容納來自 900T 壓鑄機、最大尺寸達 600mm 的零件,而滾筒式噴砂則可高效處理約 150mm 以下的零件。
拋光容量視零件幾何形狀而定,我們的 8 台機械拋光機可處理從小型氣動工具零件到大型船舶五金及農業機械殼體等各類零件。
Have a question that is not covered in the FAQ? Our AI assistant can help you find answers, products, or the right next step.







認證與品質
ISO 認證品質與先進零件檢測
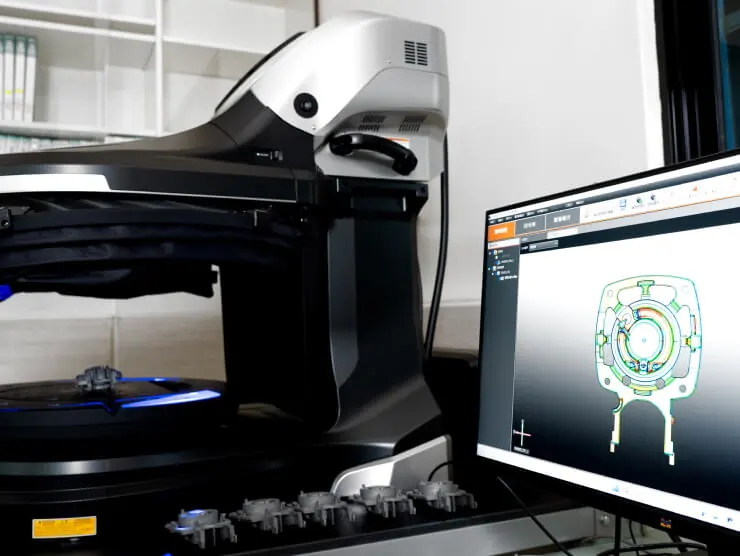
晟懿工業嚴格遵循 ISO 9001:2015 品質管理系統。我們建置了專屬的 10 人品管團隊,從進料檢驗到最終出貨,全程實施嚴格的品質管控。
我們採用 Keyence 3D 掃描系統進行尺寸驗證,並使用 3D CMM 三次元量測儀進行微米級尺寸精度驗證。
- Keyence 3D 掃描
- Mitutoyo 3D CMM 驗證
- 10 人專屬品管團隊
關鍵產業高品質鑄件

船舶零件

舷外機下機組外殼
- 材質:ADC-3 / A360
- 重量:約1.4 kg
- 表面:鉻酸鹽轉化處理

氣動工具

氣動工具外殼
- 材質:ADC-12 / A383
- 重量:0.3–0.9 kg
- 表面:粉體塗裝

散熱片與控制器

壓鑄散熱片
- 材質:ADC-12 / A383
- 重量:約 0.4 kg
- 表面:陽極處理 / 粉體塗裝

照明

LED 散熱外殼
- 材質:ADC-12 / A383
- 重量:0.2 – 0.9 kg
- 表面:粉體塗裝或陽極處理

醫療設備

醫療設備外殼
- 材質:ADC-12 / A383
- 重量:0.4–1.1 kg